

Процесс, при котором производится подача резца, для того чтобы снять определенную толщину металла, называется токарная металлообработка. Процесс изготовления определенного изделия, при котором оно само имеет вращательное движение, а инструмент, который соприкасается с поверхностью изделия – поступательное движение, направлен на то, чтобы изготовить и получить определенную деталь.
Виды токарной обработки можно разделить на несколько направлений. Одним из которых выступает обработка цилиндрических поверхностей. Эта операция относится к числу достаточно простых. Детали, которые можно получить при помощи токарной металлообработки – это крепежные детали, различные валы и оси, изготовляемые по индивидуальным заказам. Также такой вид обработки используется при доработке готовых изделий или их модернизации.
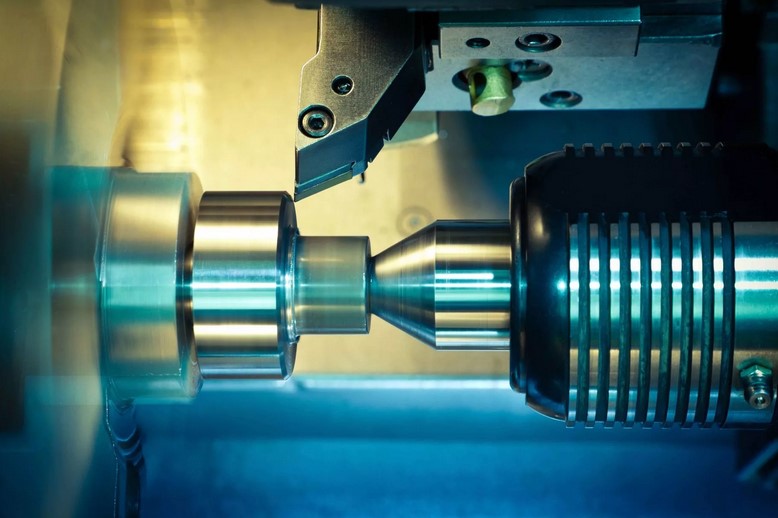
Следующий вид токарной обработки представляет собой обработку наружных конических поверхностей деталей. Такая обработка может быть выполнена только на токарных станках с числовым программным управлением. Токарные станки с ЧПУ сильно увеличивают точность работы. Детали можно изготовить максимально быстро, что способствует увеличению продуктивности работы.
Токарная резка заготовок является следующим видом токарной металлообработки. В этом случае на токарных станках используются отрезные резцы. При завершении процесса отрезки детали, заготовка автоматически поддерживается во избежание скола резца. Для отрезки длинных деталей или заготовок необходимо использовать люнет, являющийся вспомогательным инструментом. Данный специальный инструмент предназначен для того, чтобы зафиксировать среднюю часть заготовки и поддержать её.
Но наиболее распространенным видом токарной металлообработки считается сверление, расточка и развертывание отверстий. Из трех способов данного вида самым популярным будет сверление отверстий. Этот процесс необходимо произвести перед операциями расточки или развертывания. Для этого необходимая деталь помещается и фиксируется в токарных кулачках. Сверли после зажатия в оправке фиксируется в бабке. Сверление на токарном станке необходимо произвести строго по центру детали.


















