

Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны
Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава.
Седла запрессованы в гнезда с натягом.
Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.

Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости.
Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).

Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм.
В головку запрессован чугунный стакан форсунки.
Стакан в верхней части уплотнен резиновым кольцом.
Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки.
Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости.
Металлическая и резиновая прокладка устанавливаются на штифты блока.
Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре.
В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.

4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
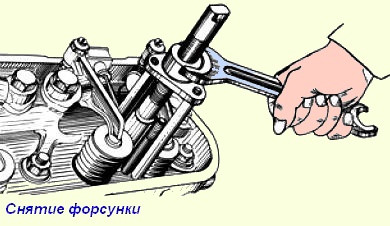
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.

6. Отвернуть гайки крепления головки цилиндров (рис. 5),…

… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
1 – прием — до147. 118 Нм (15. 12 кгсм)
2 – прием — до 49. 39 Нм (5. 4кгсм)
3 — прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров.
Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка.
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров.

Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм).
После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность.
Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.


















